






带轮旋压机
带轮旋压机视频:
带轮旋压机参数:
| 带轮旋压机 | 项目 | GTK60 | GTK80 | GTS80 |
| 控制 | 液压数控 | 液压开关数控系统 | 液压开关数控系统 | 液压伺服数控系统 |
| 范围 | 最大旋轮直径 | <220mm | <240mm | |
| 最大毛坯直径 | <250mm | <360mm | ||
| 最小产品外径 | ≥50mm | ≥60mm | ||
| 尾顶 | 尾顶行程 | 300 mm | 300 mm | |
| 最大进给速度 | 60 mm/s | 100 mm/s | ||
| 最大进给推力 | 570 KN | 660 KN | ||
| 滑台 | 滑台 / 旋轮数 | 2月4日 | ||
| 换位行程 | 220mm | 240mm | ||
| 径向行程 | 100mm | 150mm | ||
| 最大进给速度 | 80 mm/s | 120 mm/s | ||
| 最大进给力能 | 150 KN | 240 KN | ||
| 重复定位精度 | ≤0.03mm | ≤0.01mm | ||
| 带轮种类 | 需要旋轮数 | |
| 折叠轮 | 2 | |
| 劈开轮 | 3 | |
| 杯状多V轮 | 带折缝 | 3 |
| 无折缝 | 4 | |
| 普通齿底 | 3 | |
| 齿底增厚 | 4 | |
| T型多V轮 | 4 | |
带轮旋压机工艺:
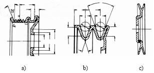
板制旋压带轮,是以钢板为坯料,通过冲裁和拉深成形为预制毛坯,在带轮旋压机上使毛坯在轴向与径向产生预定的塑性变形而制成的。带轮旋压是强旋和普旋相结合的成形方法。根据带轮的结构和旋压变形特点,大体可分为a)多楔轮、b)折叠轮、c)劈开轮三大类。
板制旋压皮带轮的特性和优点:
♦在旋压加工过程中材料流线是连续的,不会如切削加工那样被切断。冷旋后产品表面生产冷作硬化,改善了组织密度和表面粗糙度。使轮槽表面的强度和硬度提高,并且尺寸精度高,皮带与轮槽的接触面大,打滑小,皮带寿命长。
♦钢板组织结构比铸件致密,抗拉强度又大大高于铸件。其材料利用率较传统工艺提高30%~50%,同样强度下,产品重量大大降低。
♦钢板冷旋压皮带轮不会有铸造沙眼、气孔等缺陷,其转动惯量小、动力矩小,平衡性能好。无须二次动平衡检测及处理。板制旋压带轮在设备启动和运转过程中的整机振动和噪音也大幅降低。
带轮旋压产品示例:





