






壳体铲旋机
壳体铲旋视频:
壳体铲旋参数:
| 壳体铲旋机 | 项目 | CLK500 | CLS500 | 如遇产品外径小于100mm,可在旋轮架和滑台之间增加过渡板,来达到更小的加工直径。 |
| 范围 | 最大旋轮直径 | <220mm | ||
| 最大毛坯直径 | <500mm | |||
| 最小产品外径 | ≥100mm | |||
| 尾顶 | 尾顶行程 | 300 mm | ||
| 最大进给速度 | 70 mm/s | 100 mm/s | ||
| 最大进给推力 | 570 KN | |||
| 滑台 | 滑台 / 旋轮数 | 2月2日 | ||
| 径向行程 | 200 mm | |||
| 轴向行程 | 120 mm | |||
| 最大径向力能 | 300 KN | |||
| 最大轴向力能 | 240 KN | |||
| 最大径向速度 | 70 mm/s | 110 mm/s | ||
| 最大轴向速度 | 80 mm/s | 120 mm/s | ||
| 重复定位精度 | ≤0.03mm | ≤0.01mm | ||
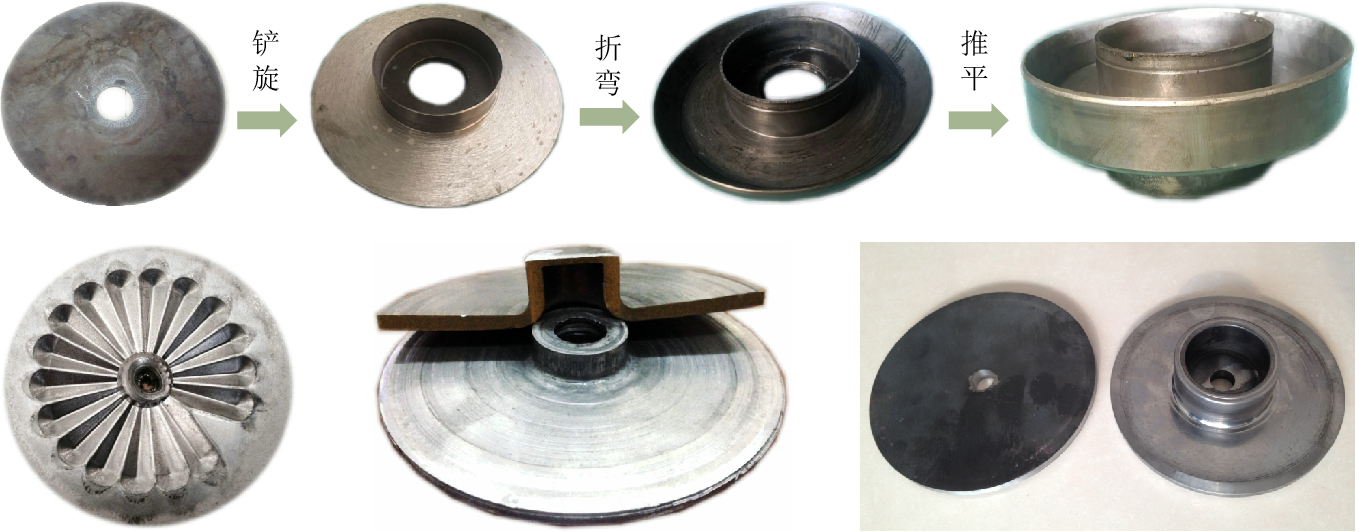
壳体铲旋工艺:
铲旋工艺集强旋和普旋于一体,创造性的从钢板端面取料,推动材料向中心流动,在芯模和旋轮的共同作用下,成形为所需筒形。结合折弯旋压,可用于硅油减震器壳体和空调离合器壳体的制造。铲旋工艺亦可用于曲轴减震带轮轴套和端面花型的制作。
铲旋工艺特性和优点:
♦铲旋过程重组优化了金属内部结构,连续的金属流线带来卓越的性能。筒形和板面一体成形,其强度和寿命远胜焊接工艺。
♦通过铲旋在钢板端面成形筒,可保证精确加工余量成形至最终产品形状。与传动锻造、铸造后车削的工艺相比,生产效率提升4倍以上,材料利用率提升30%以上。
壳体铲旋产品示例:





